

















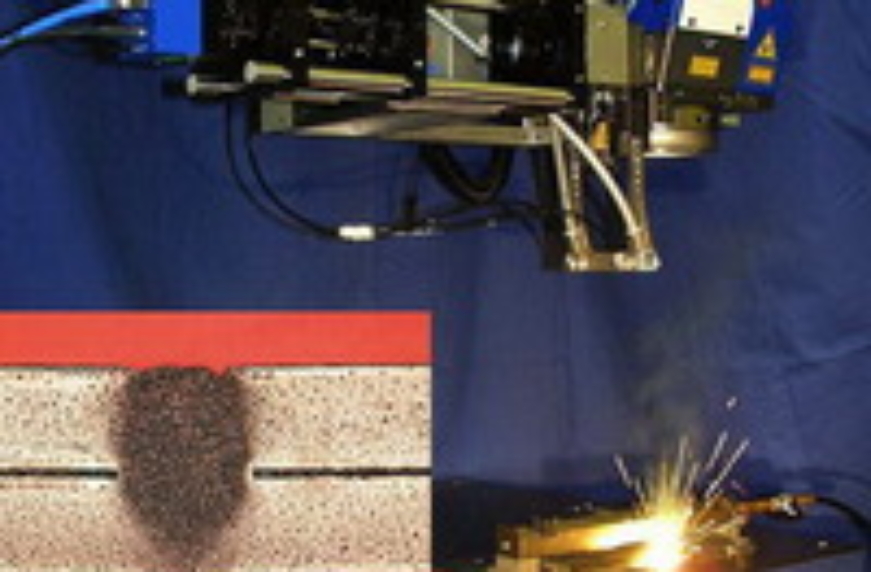
Сварочная головка, закрепленная на роботизированной руке, уверенно движется вдоль металлических листов. В точке сварки лазер раскаляет металл докрасна, летят яркие искры. Процесс занимает считанные секунды, после чего дверная панель и основа двери оказываются приваренными друг к другу идеальным швом. Он тянется вдоль соединения, видный лишь с одной стороны – с другой ничто не намекает на наличие сварочного шва. Дорогие работы по сокрытию швов от взгляда путем загиба металлических листов или покрытия двери отделкой больше не требуются.
Чтобы описанный выше процесс стал реальностью, ученым из Института Фраунгофера по изучению физических способов измерения (Fraunhofer Institute for Physical Measurement Techniques IPM) пришлось изрядно поработать, однако в итоге они смогли воплотить мечту автопроизводителей в работающей технологии. Эксперты назвали инновацию «управляемой сваркой с частичным проплавлением» (controlled partial penetration welding) – лазер не прожигает листы металла насквозь, как в сквозной сварке, в процессе которой на короткое время образуется отверстие в расплаве. В новом методе сварной шов проникает в нижний лист металла, не повреждая его оборотную сторону.
До недавнего времени было невозможно точно контролировать глубину проплавления и получать шов, удовлетворяющий требованиям по части прочности. Руководитель проекта Андреас Блуг (Andreas Blug) поясняет суть проблемы: «Поскольку мы не проплавливаем лист насквозь, то, по сути, просто не видим, что делаем». Решение было найдено – для контроля за процессом команда применила инновационную камеру, генерирующую огромное количество термальных изображений, что позволило системе распознавать глубину проникновения лазера в свариваемые листы металла. «Процесс представляет собой полностью закрытый цикл, контролируемый в реальном времени», – поясняет Блуг.
В основе скоростной камеры лежат клеточные нейронные сети (cellular neural networks, CNN). В каждый пиксель матрицы интегрирован миниатюрный процессор. Все они работают параллельно, значительно ускоряя анализ изображений – традиционные системы обсчета картинки используют несколько процессоров, обсчитывающих данные последовательно. «Система анализирует до 14 тыс. изображений в секунду», – рассказывает Андреас Блуг.
Вместе с коллегами с Кафедры Лазерных инструментов Университета Штутгарта ( IFSW Institut für Strahlwerkzeuge at Stuttgart University) и Кафедры теоретической электротехники и электроники Технологического университета Дрездена (Institut für Grundlagen der Elektrotechnik und Elektronik (IEE) at Dresden University of Technology) Институт Фраунгофера разработал прототип, способный идеально контролировать процесс сварки.
Производители автомобилей получат в свое распоряжение отличный инструмент, на голову превосходящий сварку методом полного проплавления. Одно из дополнительных достоинств нового способа сварки заключается в том, что цинк не испаряется на нижней части сварного шва. Таким образом, проблема коррозии оцинкованных автомобильных кузовов уходит в прошлое, информирует www.3dnews.ru